Sudarea înainte de zincarea termică
1. Consideraţii generale Sudarea este o metodă de asamblare a pieselor din oţeluri și fonte utilizată în practică. În materialul de bază (MB) aflat în contact direct cu materialul de aport sau cusătură (CUS) apare un câmp termic neuniform care determină anumite modifi- cări structurale. Zona afectată se numește zonă de influenţă termică (ZIT). Transformările la încălzire și la răcire au loc cu variaţii de volum, care se suprapun peste variaţiile de volum produse de dilatarea și contracţia termică normală (tensiuni termice).
Aceste variaţii de volum sunt frânate de porţiunile reci ale construcţiei sudate, și ca urmare în cusătură (CUS) și în ZIT apar tensiuni interne, care pot atinge valori foarte ridicate. Dacă este nevoie să sudăm o piesă din oţel înaintea zincării, trebuie să se ţină seama de aceasta încă de la proiectare. Cel mai important lucru în acest caz este să reducem la minimum tensiunile remanente din piese precum și tensiunile interne din timpul zincării, prin aceasta reducem posibilităţile de deformare și fisurare.
2. Defecte datorate procedeelor de fabricaţie
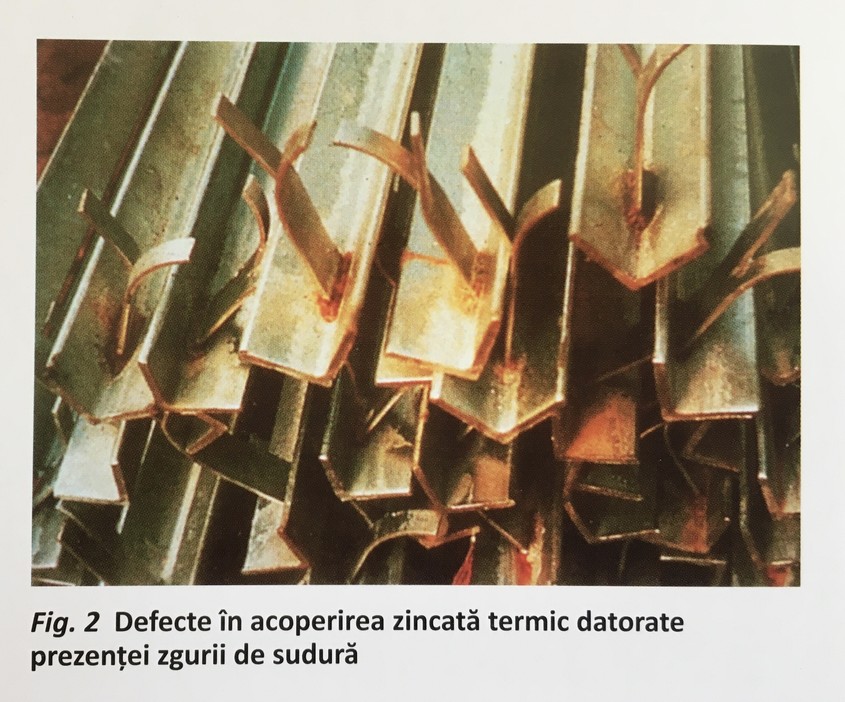
Cusăturile sudate trebuie să fie curăţate, să fie lipsite de pori și fisuri. Zgura rezultată de la sudură nu se poate înlătura prin procedeele obișnuite de pregătirea suprafeţelor. Pentru evitarea și reducerea formării de zgură, se recomandă utilizarea sudurii în gaz protector, ca de exemplu procedeul MIG. Prezenţa zgurii poate să ducă la apariţia de pete negre neacoperite după zincarea termică. În figura 2 se arată un asemnea defect.
Un alt defect care apare la sudare se datorează diferenţei de compoziţie chimică între materialul de bază (substrat) și electrodul folosit. Dacă electrodul folosit are un conţinut ridicat de siliciu, în zona sudată, după zincare, apare un strat mult mai gros (figura 3).
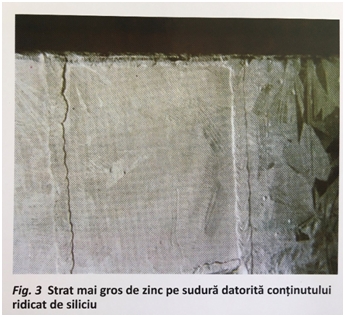
Pentru a evita acest defect, conţinutul de siliciu din materialul electrodului de sudură va fi sub 0,04%. Acești electrozi asigură straturi de grosimi uniforme. După sudură, uneori piesele pot să se deformeze din cauza tensiunilor care apar în cusătură (CUS) și în zona influenţată termic (ZIT). Aceste deformaţii (modificări de formă și de dimensiuni) pot fi reduse prin îndreptare la cald sau la rece. Nu se recomandă îndreptarea lor decât după operaţia de zincare termică care și ea la rândul ei va da naștere la noi deformaţii.
3. Metode de reducere a deformaţiilor
Cele mai importante măsuri care trebuie luate pentru reducerea sau evitarea deformaţiilor sunt:
• Reducerea la minimum a porţiunilor sudate în ansamblul produsului;
• Proiectarea cusăturilor sudate se face astfel încât ele să fie situate în zona centrului de greutate a piesei sau să fie dispuse simetric și echidistant faţă de centrul de greutate;
• Controlul procedeelor de sudare în timpul fabricaţiei;
• Utilizarea celor mai corespunzătoare metale de sudură și a făcut controlul lor conform normelor europene în vigoare;
• Executarea sudurilor din exterior spre interior. Acest fapt reduce tensiunea care determină apariţia contracţiei după sudare;
• Optarea pentru producători care au experienţă în executarea sudurilor și au finalizat mai multe lucrări similare în domeniul respectiv;
• Evitarea structurilor ușoare, cu un număr mare de suduri pentru rigidizare. Este foarte probabil că o asemenea structură se va deforma la temperatura de zincare. În asemenea situaţii trebuie să aibă loc o discuţie între zincator și producător;
• Consultarea zincatorului ori de câte ori este necesar dacă sunt nelămuriri din punct de vedere a compatibilităţii produsului cu zincarea termică;
• Pentru o zincare economică și o manevrare ușoară nu se recomandă să se proiecteze piese sudate de dimensiuni foarte mari. Structurile mai mici sunt mai ușor de manevrat și de zincat și de multe ori sunt la fel de eficiente;
• Riscul de deformare este minim în cazul sudurilor plasate simetric și maxim în cazul structurilor asimetrice;
• La proiectare se va respecta principiul distribuţiei uniforme a tensiunilor în secţiunile produsului la toate procedeele de fabricaţie. În asemenea situaţie se va evita aproape în tot timpul deformarea.
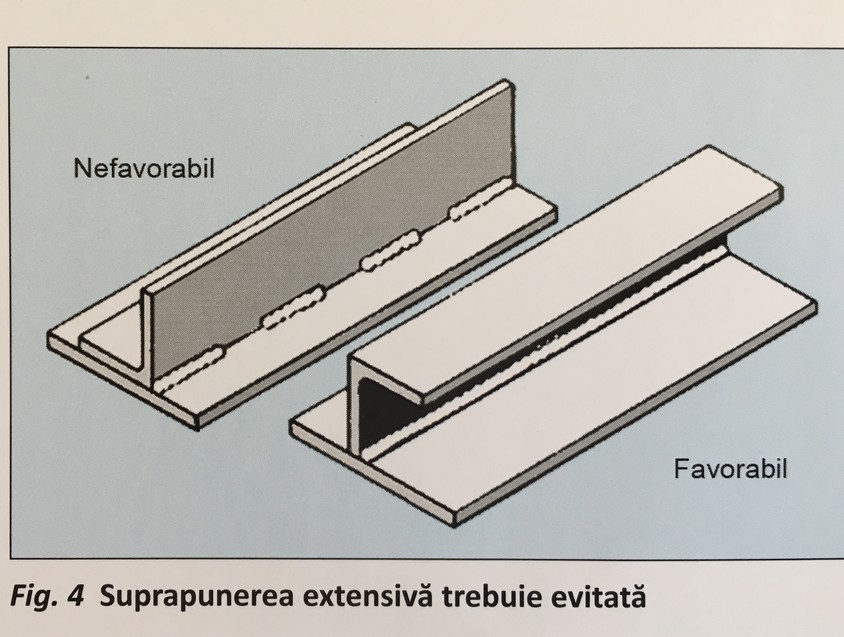
La piesele suprapuse (figura 4) se recomandă ca suprafeţele de contact și sudurile aferente să fie minime, deoarece aceste zone pot reţine agenţi corozivi (vapori de apă ș.a.) care vor duce la intensificarea coroziunii.
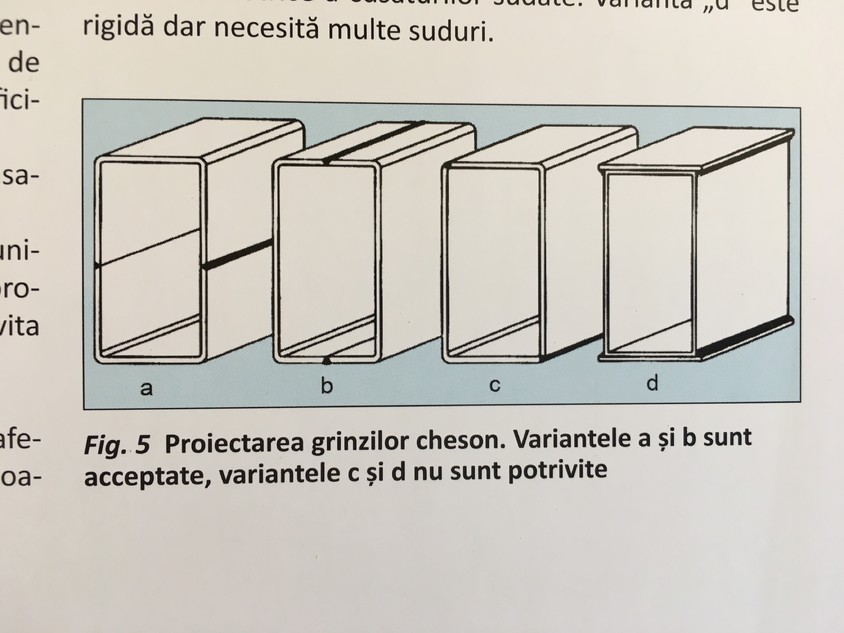
În figura 5 sunt prezentate patru variante de îmbinare a unei grinzi-cheson cu diferite poziţii a cusăturilor sudate. Variantele “a” și “b” sunt optime dar se aplică la diferite încărcături. Varianta “c” va duce, cel mai probabil la deformaţii în timpul zincării termice sau al fabricaţiei datorită alinierii asimetrice a cusăturilor sudate. Varianta “d” este rigidă dar necesită multe suduri.