Cum alegi materialul de bază pentru zincarea termică
La prescrierea unei tehnologii de zincare termică, se consideră că stratul depus este uniform şi are o grosime determinată în principal de grosimea oţelului care urmează să fie zincat termic.
Cerinţele SR EN ISO 1461 includ curăţirea şi pregătirea produselor din oţel, cât şi operaţia de zincare termică. Informaţiile referitoare la aplicarea şi performanţele zincării termice sunt cuprinse în EN ISO 14713 ”Protecţie împotriva coroziunii fontei şi oţelului în construcţii. Acoperiri de zinc şi aluminiu linii directoare” Detalii suplimentare sunt disponibile de la A.N.A.Z. (ASOCIAȚIA NAȚIONALĂ A ZINCATORILOR DIN ROMÂNIA).
*Pentru zincarea termică se folosesc oţeluri carbon şi slab aliate, fonte cenuşii şi maleabile.
**Nu se zinchează termic produsele asamblate prin lipire cu aliaje de alamă sau cositor, deoarece aceste aliaje se topesc la temperatura de zincare.
**Nu se recomandă zincarea termică a produselor formate din mai multe materiale, cu compoziţii chimice şi caracteristici de suprafaţă diferite, deoarece aceasta poate afecta uninformitatea şi aspectul acoperirii.
Acolo unde este absolut necesară folosirea de materiale cu calităţi diferite, se recomandă sablarea întregului produs, pentru a reduce diferenţele de uniformitate şi aspect ale acoperirii.
Este preferabil ca produsele care se zinchează termic să fie formate din elemente cu aceeaşi compoziţie chimică sau foarte apropiate.
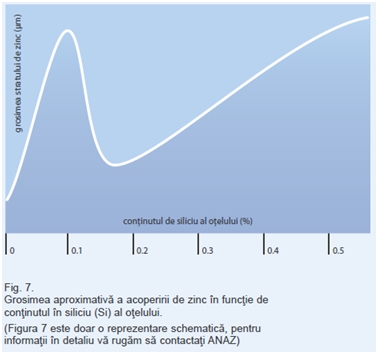
***Compoziție chimica a otelului este primul factor determinat al Grosimii si aspectului acoperirii cu Zn. Elemente ca fosforul (mai mare de 0,04%) si siliciul (0,14-0,25%) sau o combinație a celor doua (depășind 0,05%), pot avea efect profund negativ asupra aspectului (culoare/luciu), grosimii si netezimii, dar nu si asupra proprietăților anticorozive.
***Produsele din oțel care au fost supuse deformării plastice la rece, cu un grad mare de deformare, de exemplu îndoirea pe diametre mici, sunt susceptibile la durificarea prin precipitare (îmbătrânire). Această durificare, care apare la oţelurile sensibile şi puternic deformate plastic la rece, constăîn deplasarea atomilor de carbon şi de azot în soluţia solidă α şi separarea (segregarea) acestora în dislocaţii, prezente în cantităţi mari datorită deformării plastice, care astfel sunt blocate şi ca urmare oţelul se durifică scăzând foarte mult proprietăţile plastice
Procesul de durificare este puternic influenţat de temperatură şi timp. La temperaturi joase procesul se desfăşoară relativ lent dar se intensifică rapid la temperatura de 450-460°C, care corespunde cu temperatura de zincare termică. Pentru evitarea apariţiei acestui fenomen se recomandă: aplicarea unei recoaceri de detensionare, înainte de zincare, la 600-650°C; evitarea îndoirii la rece pe diametre mai mici de 3 ori decât grosimea produsului; efectuarea îndoirii la cald sau îndepărtarea mecanică a straturilor ecruisate.
*La zincarea termică a oţelurilor de înaltă rezistenţă, cu concentratori de tensiune şi tensiuni remanente ridicate, trebuie luate măsuri pentru reducerea riscului de fisurare a acestora. O astfel de situaţie este mai rară; dacă apare, vă rugăm consultaţi ANAZ.
*Fonta trebuie sablată înaintea zincării termice, deoarece nisipul încorporat prin tehnologia de turnare nu poate fi înlăturat prin procese de curăţire chimică obişnuită. La proiectarea produselor din fontă ce urmează a fi zincate termic, trebuie evitate elemente precum colţuri ascuţite sau găuri pe anumite adâncimi, deoarece acestea duc la apariţia tensiunilor termice şi la deformări în timpul zincării termice. Sunt de asemenea recomandate filete cu raze mari şi o grosime uniformă a secţiunii.
*Acoperiri mai groase se pot obţine şi prin utilizarea oţelurilor reactive cu conţinut de Si (Si>0,25; 0.04