Zincarea termică a containerelor şi a pieselor tubulare
Procesele care au loc într-o secţie de zincare termică, cum sunt: degresarea, decaparea, spălarea, fluxarea, și zincarea propriu-zisă implică imersarea în diverse băi. De aceea este deosebit de important ca fluidul din aceste băi să pătrundă prin toate canalurile și colţurile piesei, mai ales în cazul pieselor tubulare.
Zincarea termică este un procedeu de Galvanizare care are loc atât pe suprafața exterioară, cât și pe suprafaţa interioară a produselor. Pentru a facilita această operaţiune, recipientele și piesele tubulare trebuie proiectate și fabricate astfel încât să permită o imersare rapidă prin, pătrunderea rapidă a fluidelor în interiorul cavitaților la momentul imersării în baie.
La imersie aerul din cavităţi trebuie sa se elibereze, iar zincul lichid trebuie să fi e ușor de evacuat în momentul scoaterii piesei din baia de zinc. Dacă rămâne lichid blocat în cavităţile piesei, la momentul imersării în baie apare riscul de explozie. Când vaporii ating o temperatură de 450 °C, acești a pot produce o suprapresiune de până la 200 bari, provocând distrugerea piesei. Aceasta este o situaţie de mare risc pentru operatorii aflaţi în atelier la momentul exploziei.

Piese tubulare
Poziţionarea corectă a orificiilor de evacuare și ventilare este deosebit de importantă, pentru a obţine o zincare termică de calitate.
La stadiul de productie a unui produs se poate lua in vedere suspendarea pieselor la un anumit unghi fata de sol pentru a identifica cat mai bine zonele cu necesar de gaurire. Din acest motiv este foarte important ca aceste orificii să fie aplicate în colţurile reperelor și pe cât posibil mai aproape de acestea la maxim 1cm distanta de colt.
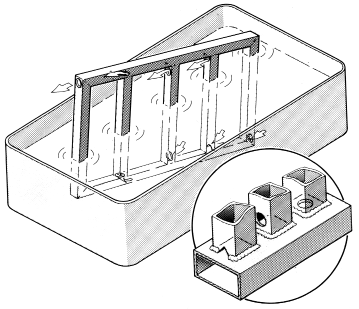
Realizarea acestor orificii este dificilă după asamblare, recomandându-se realizarea acestora chiar din stadiul de proiectare sau inainte de sudarea elementelor, pentru a se obţine un aspect estetic al piesei finite si un cost de productie cât mai mic.
Zincarea termică a ţevilor și a recipientelor
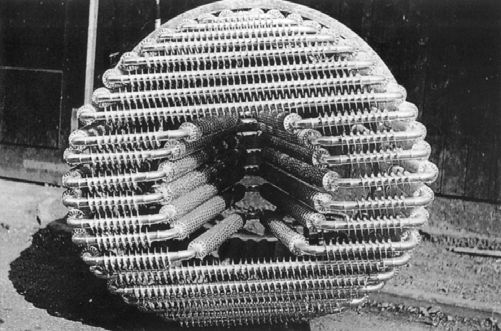
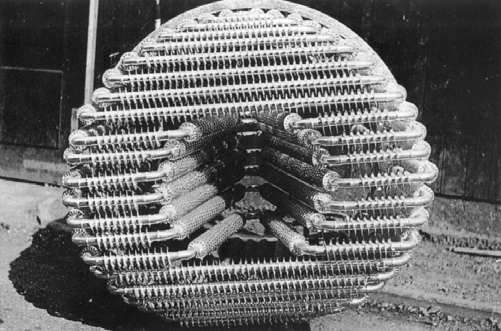
În cazuri speciale, cum ar fi schimbătoarele de căldură, s-ar putea impune zincarea ţevilor doar la exterior. Acest procedeu este mult mai costisitor decât zincarea completă a produsului. Economia de zinc nu justifică costurile suplimentare implicate de acest procedeu, decât în cazul în care acesta este impus din motive tehnice.
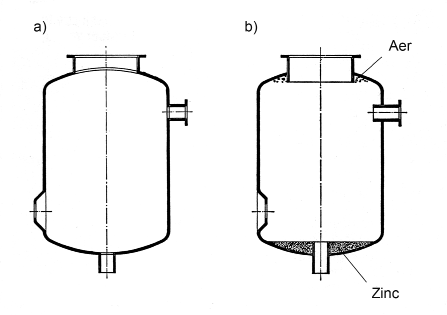
Piesele ce trebuie zincate doar la exterior trebuie sigilate astfel încât zincul topit să nu pătrundă în interior. Pentru a elibera presiunea acumulată în tuburile închise, aceste piese trebuie prevăzute cu o pâlnie de aerisire verticală (vezi Fig. 3). Materialul utilizat la sigilarea ţevilor trebuie să reziste atât la decapare cât și la temperatura ridicată a zincului topit.
Tendinţa de a pluti reprezintă o problemă serioasă în ceea ce privește zincarea doar la exterior a pieselor tubulare. Deoarece densitatea zincului este de aproximativ 7 ori mai mare decât cea a apei, imersarea pieselor tubulare sigilate în zinc topit întâmpină o forţă ascensională de 7 ori mai mare decât în cazul scufundării în apă.
În cazul acestui tip de piese este necesar să se adauge greutăţi suplimentare, uneori chiar de ordinul tonelor, pentru a asigura scufundarea acestora în baia de zinc. Piesele ce vor fi zincate astfel trebuie să susţină atât încărcarea provocată de forţa ascendentă, cât și greutatea lor.

Recipiente
Informaţia prezentată mai sus este valabilă și pentru recipiente, dar poziţionarea elementelor de asamblare, a flanșelor și obturatoarelor trebuie să fie în același plan cu interiorul piesei, lucru prevăzut în stadiul de proiectare.
Astfel nu se vor forma acumulări de aer care să producă deteriorări și nu vor rămâne urme de zinc, ceea ce ar putea reduce volumul recipientului.
Incluziunile de aer se pot datora și aerisirii necorespunzătoare, care nu fost amplasată în cel mai înalt punct al recipientului. Elementele de rigidizare trebuie de asemenea fixate astfel încât să nu favorizeze formarea golurilor de aer.
Recipientele de dimensiuni mari pot fi zincate mai ușor dacă sunt prevăzute cu inele speciale pentru manevrare.
Detalii tehnice se gasesc pe site-urile www.anaz.ro, www.bergbanat.ro, www.bergmetallchem.ro, Ghidul pentru ingineri și arhitecți cu detalii legate de zincare și dimensiunile băilor pe care le putem pune la dispoziție.
În continuare vă stăm la dispoziție pentru orice detalii privind această tehnologie.



