Acoperiri termice de zinc pentru piese din fontă și oţel: Specificaţii și metode de încercare (I)
Această fișă oferă informaţii despre standardul european care reglementează zincarea termică, SR EN ISO 1461, Acoperiri termice de zinc pe piese fabricate din fontă și oţel – Specificaţii și metode de încercare.
Termeni și definiţii
Zincarea termică este definită în standard ca fiind “formarea unei acoperiri de zinc și/sau aliaje de zinc-fier pe produse de fontă și oţel prin imersarea pieselor din fontă sau din oţel într-o baie de zinc topit”. Stratul format este definit ca “acoperire obţinută prin zincare termică”.
Condiţii generale
În standard este acceptat faptul că aspectul, textura și proprietăţile fizice sau chimice ale stratului obţinut prin zincarea termică a pieselor din fontă/oţel depind de compoziţia chimică a suprafeţei piesei în cauză, de greutatea acesteia și de condiţiile în care este realizată zincarea. Baia de zincare conţine în principal zinc topit și este recomandat ca totalul impurităţilor din zincul topit (altele decât fier si staniu) să nu depășească 1,5 % masice. Recomandările în legătură cu comunicarea dintre zincator și client sunt prezentate în anexe.
Inspecţia pentru acceptare și eșantionare
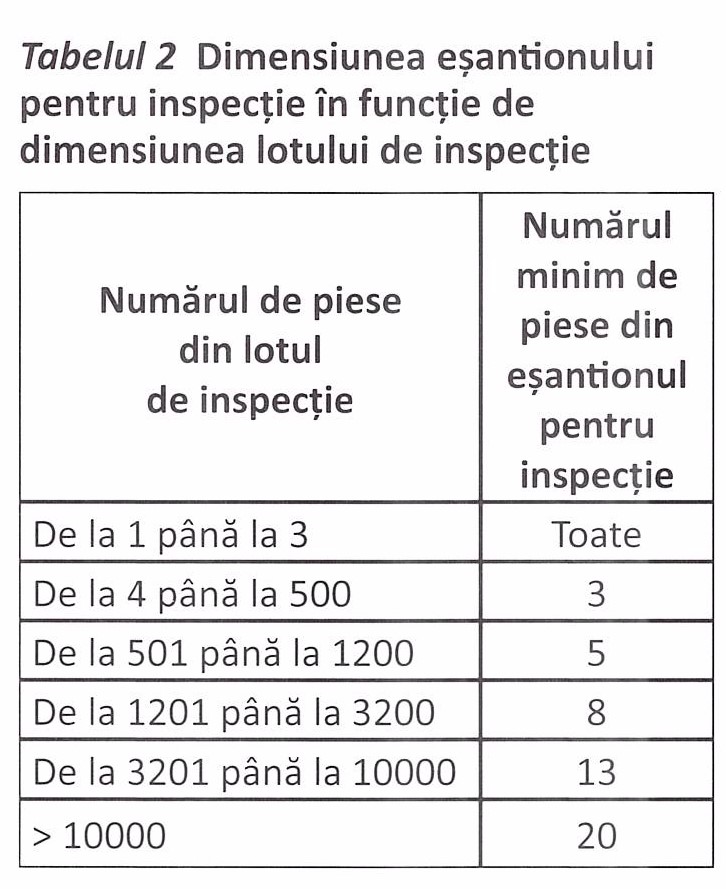
Standardul prevede extragerea aleatorie din fiecare lot de inspecţie a unui eșantion pentru testare în vederea determinării grosimii. Tabelul 3 prezintă numărul minim de piese din fiecare lot de inspecţie care formează eșantionul pentru inspecţie. Fără specificaţii contrare la momentul efectuării comenzii, inspecţia pentru acceptare se poate efectua de către cumpărător, sau în numele său, și trebuie efectuată înainte ca produsele să părăsească atelierul de zincare termică
Aspectul acoperirii
La inspecţia pentru acceptare, suprafeţele reprezentative ale pieselor zincate termic sunt examinate cu ochiul liber sau la o distanţă de cel puţin 1 m, și trebuie să fie lipsite de îngroșări, umflături (ca de exemplu ridicături fără metal solid sub ele), zone rugoase și puncte ascuţite (dacă acestea pot produce vătămări) și zone neacoperite. Nu trebuie admise reziduuri de fondant. Bucăţile de zinc sau cenușă nu trebuie admise dacă ele pot să afecteze utilizarea finală a piesei zincate sau rezistenţa sa la coroziune. Se recomandă să se reţină faptul că „suprafaţă rugoasă” și „suprafaţă netedă” sunt noţiuni relati-ve și că rugozitatea acoperirii pe piese zincate termic după execuţie nu mai este aceeași cu cea a produselor șterse mecanic, cum sunt tablele, ţevile și sârmele zincate continuu. Piesele respinse la examinarea vizuală trebuie recondiţionate în conformitate cu prevederile standardului sau zincate din nou și supuse unei noi inspecţii.
Grosimea acoperirii
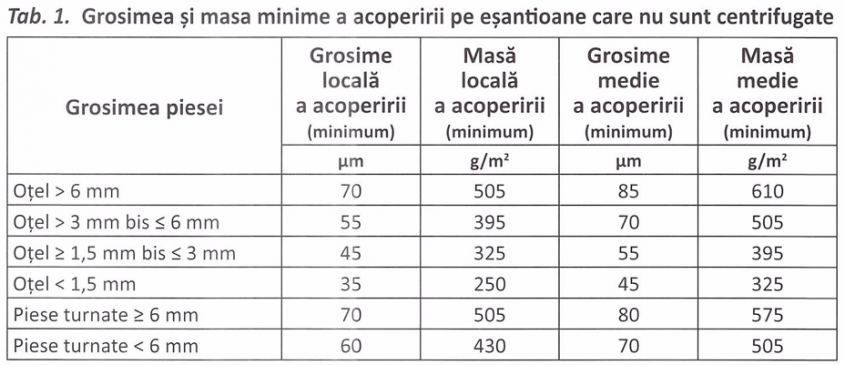
Durata protecţiei anticorozive a acoperirii este aproximativ proporţională cu grosimea acoperirii. Pentru condiţii extreme de lucru și de mediu și/sau perioade de utilizare îndelungate, se recomandă grosimi mai mari ale stratului de zinc decât cele prezentate în SR EN ISO 1461. Prescrierea unor acoperiri mai groase trebuie discutată și stabilită împreună cu zincatorul. Grosimea acoperirii zincate termic a unei piese din oţel este proporţională cu grosimea piesei, aspect precizat și în standard. Grosimile necesare pentru a satisface condiţiile de utilizare a pieselor sunt stabilite în SR EN ISO 1461. Grosimea stratului de zinc în cazul unei piese din oţel de o anumită grosime dată trebuie să fie în general mai mare decât specifi- caţiile minime. În standard se precizează că metoda magnetică pentru determinarea grosimii stratului de zinc (ISO 2178) este cea mai indicată, oferind posibilitatea controalelor de rutină. În caz de litigiu, se recomandă determinarea masei medii a acoperirii termice de zinc pe unitatea de suprafaţă, folosind metoda gravimetrică conform EN ISO 1460.
Pentru încercările prin metode magnetice sau gravimetrice, numărul și poziţiile suprafeţelor de referinţă cât și dimensiunile lor trebuie alese în funcţie de forma și dimensiunea pieselor pentru a se obţine un rezultat cât mai reprezentativ posibil. Standardul precizează numărul suprafeţelor de referinţă în funcţie de dimensiune pieselor individuale din eșantionul pentru inspecţie. Zonele de referinţă trebuie să fie situate la o distanţă de minim 100 mm de la marginile pieselor, și cât mai spre centrul piesei. În fiecare zonă de referinţă se recomandă efectuarea a minimum 5 măsurători magneti ce pentru stabilirea grosimii stratului de zinc. Grosimea medie pentru fiecare zonă trebuie să fie mai mare sau egală cu valorile afișate în Tabelele 1 și 2.
Conform standardului, măsurările de grosime nu trebuie efectuate pe zonele de tăiere sau pe suprafeţe aflate la mai puţin de 10 mm de muchii, pe suprafeţe tăiate cu flacără sau la colţuri. Este important ca zincatorul să fie informat dacă se dorește zincarea prin centrifugare. Această observaţie se referă la piesele de dimensiuni mici, care se pot zinca termic atât convenţional cât și prin centrifugare.
Grosimea minimă prevăzută de standard în cazul pieselor centrifugate este mai mică decât în cazul metodei clasice. Dacă acest aspect nu este clarificat, zincatorul poate prevedea în contract o clauză care îi dă dreptul să aleagă cea mai potrivită metodă.
Recondiţionarea
Suprafaţa totală neacoperită care trebuie recondiţionată de către producător nu trebuie să depășească 0,5 % din suprafaţa totală a piesei. Fiecare suprafaţă neacoperită care se recondiţionează nu trebuie să depășească 10 cm2 . Recondiţionarea se poate efectua utilizând una din metodele:
• pulverizare termică cu zinc;
• vopsire cu vopsele cu conţinut în pigmenţi pe bază de pulbere de zinc este conform ISO 3549;
• cu produse compuse din fulgi de zinc sau pastă de zinc.
Grosimea acoperirii pe suprafeţele recondiţionate trebuie să fie de minimum 100 μm, dacă nu se specifică altceva de către cumpărător, de exemplu când o suprafaţă este acoperită ulterior, grosimea suprafeţelor recondiţionate trebuie să fie egală cu cea a acoperirii prin zincare termică. Acoperirea de pe suprafeţele recondiţionate trebuie să fie capabilă să protejeze piesa pe care se aplică.
Aderenţa acoperirii
O piesă ce a fost zincată termic va avea o rezistenţă la deteriorare mult mai ridicată decât în cazul vopsirii și, având loc o legătură metalurgică între zinc și substrat, exfolierea în timpul manevrării este aproape imposibilă. Combinaţia dintre stratul exterior de zinc si straturile de aliaj Fe-Zn mai dure aflate dedesubt conferă acoperirii proprietăţi mecanice avantajoase. Stratul de zinc are capacitatea de a absorbi șocurile. Straturile de Fe-Zn aflate dedesubt (care de multe ori sunt mai dure decât oţelul) asigură o rezistenţa ridicată la abraziune.
Standardul impune ca stratul de zinc să fie suficient de aderent încât să reziste la manevrare obișnuită fără a se exfolia sau coji. De asemenea standardul recomandă ca orice testare a aderenţei să fi e convenită printr-un acord între zincator și cumpărător. Tensiunile sau solicitările foarte mari pot afecta coeziunea stratului de zinc și nu sunt considerate manevrare obișnuită. De asemenea, o piesă zincată poate fi curăţată mecanic înainte de aplicarea unei acoperiri organice – această operaţiune nu este considerată “manevrare obișnuită”.
Criterii de acceptare
Grosimea stratului de zinc nu trebuie să fie mai mică decât valorile date în tabelele 1 și 2. Cu excepţia unui litigiu, sau în cazul în care cumpărătorul acceptă ca produsele sale să fie tăiate pentru determinări ale pierderii de masă, pentru încercare se utilizează metode nedistructive. Atunci când produsele fac parte din clase diferite de grosime ale oţelului, fiecare domeniu de grosime trebuie privit ca un produs separat și se aplică corespunzător valorile relevante din tabelele 1 și 2, după caz.
Certificatul de conformitate
La cerere, zincatorul trebuie să furnizeze un certificat de conformitate cu cerinţele acestui standard internaţional (a se vedea ISO 10474). Această fișă are rol informativ. Pentru pregătirea prescrierilor trebuie consultat standardul în sine.







