Iţi place aceasta stire? Recomand-o prietenilor:
| |
Zincarea termică a produselor din oțel profilat
Fabricatele din oțel profilat sunt utilizate în general în construcția grinzilor din oțel. Această fișă se referă la zincarea termică a acestor grinzi.
Fabricatele din oțel profilat sunt utilizate în general în construcția grinzilor din oțel. Această fișă se referă la zincarea termică a acestor grinzi.
1. Materialele și grosimea materialelor
Oțelul utilizat în producția fabricatelor din oțel profilat trebuie să fie compatibil cu zincarea termică, în concordanță cu SR EN ISO 1461: 2009. În momentul plasării comenzii pentru oțel, trebuie să se ajungă la o înțelegere între executant și furnizor (vezi fișa ZT06).
Ca regulă generală, un material cu grosime mai mare necesită un timp mai îndelungat de menținere în baia de zinc, pentru a ajunge la temperatura băii. Cea mai groasă dintre piesele profilate va determina timpul de menținere a structurii în baia de zincare. Profilurile din oțel ce au secțiunea constantă sau aproape constantă sunt cele mai potrivite pentru zincarea termică. Este indicată evitarea pe cât posibil a pieselor cu diferențe mari de secțiune.
Dimensiunea și greutatea maximă a pieselor ce vor fi zincate trebuie stabilite
împreună cu zincatorul (vezi fișa ZT07).
2. Pregătirea suprafețelor
În general, produsele din oțel profilat ajung la zincator netratate, iar pregătirea suprafețelor necesară zincării termice se va efectua aici. Unele probleme des întâlnite, precum urme de vopsea, grăsime sau șlamuri de sudură, ce nu pot fi remediate totdeauna prin decapare sau degresare, trebuie discutate cu furnizorul (vezi fisa ZT05).Dacă piesele din oțel trebuie sablate cu jet de alice, acest procedeu trebuie efectuat în procesul de productie, dar trebuie avut grija ca rezidurile datorate alicelor sa nu ramâna pe suprafata otelului (de exemplu în zona muchiilor sau a alezajelor).
Daca exista muchii datorate decuparii piesei din otel cu flacara oxiacetilenica , mai ales în cazul pieselor decupate cu arc de plasma , pot aparea modificari ale suprafetei în zona decupajului (de exemplu decarburarea). Aceste schimbari pot afecta reactia dintre Fe si Zn, rezultând astfel straturi de zinc cu grosime prea mica. În acest caz, marginile si zonele afectate trebuie prelucrate pâna la o adâncime de minim 0,1 mm, de exemplu prin șlefuire.
3. Tensiuni remanente și deformații
Când tensiunile remanente sunt eliberate datorita temperaturii ridicate din timpul procesului de zincare termica, pot aparea deformari ale fabricatelor din otel profilat. Exista mai multe tipuri de tensiuni remanente ce sunt prezente în materiale: datorate proceselor de sudare, laminare sau extrudare. Aceste tensiuni se află inițial în stare de echilibru, dar introducând temperaturile ridicate în ecuație, acestea se vor relaxa, provocând astfel deformarea pieselor.
Există o serie de măsuri constructive ce pot fi luate pentru a preveni apariția deformațiilor datorate zincarii termice sau sudurii. Piesele ce urmeaza a fi îmbinate nu prezinta probleme daca sunt zincate individual iar apoi asamblate prin mijloace mecanice (de exemplu cu suruburi). Daca aceasta varianta nu este posibila , cusaturile sudate din zona de îmbinare trebuie aranjate în asa fel încât sa fie cât mai aproape de axa principal a sectiunii, sau cât mai simetric si echidistant fata de axa, iar sudarea trebuie sa aiba loc simultan, pe cât posibil.
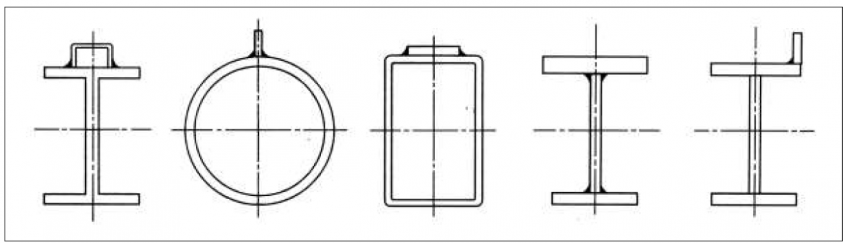
Pericolul apariției deformațiilor este minim dacă se utilizeaza secțiuni simetrice. Sectiunile asimetrice sunt mai predispuse la deformatii, daca cusaturile sudate mai groase sunt dispuse doar pe o parte, la o distanta mai mare fata de axa principala (Fig. 1).
Fig. 1 Prin dispunerea asimetrică a cusăturilor de sudură, riscul de apariție a deformărilor este mai mare
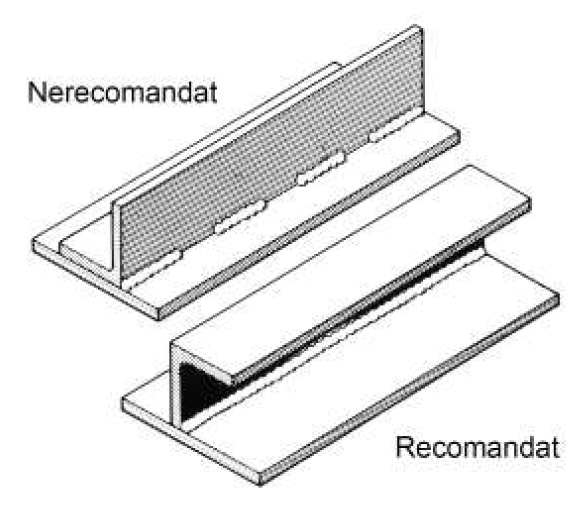
4. Suprapuneri
Suprapunerea suprafetelor trebuie evitata pe cât posibil pentru a preveni coroziunea pieselor (Fig. 2). Lichidul utilizat la prelucrarile anterioare poate patrunde între cele doua suprafete, iar apoi se va evapora în contact cu zincul topit, provocând astfel mici explozii. Este indicat ca piesele ce trebuie suprapuse sa fie udate, pentru a nu exista spatii goale în care lichidele ar putea patrunde. Fig. 2 Evitati pe cât posibil suprapunerile cu spatii mari între cusaturi Daca sunt necesare suprapuneri mari (de exemplu cu adaugare de flanse), se recomanda perforarea a cel putin uneia dintre piese, pentru a se elibera tensiunile, evitând astfel suprapresiunea ce s-ar fi format în spatiul dintre piese (Fig. 3). Fig. 3 Asigurați deschideri în cazul suprapunerilor 5. Orificii de evacuare
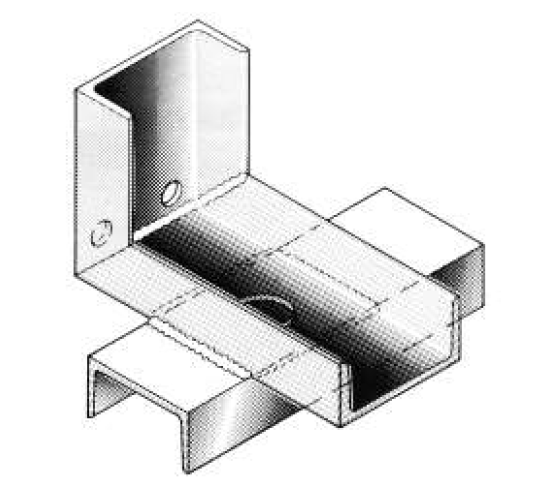
Pentru obținerea unei zincări termice de calitate a fabricatelor din oțel profilat, piesele de rigidizare, plăcile terminale și alte componente similare trebuie să aibă orificii de aerisire. Datorit faptului că aceste componente sunt imersate întotdeauna la un anumit unghi în diversele băi de zincare termică, orificiile trebuie poziționate astfel încât să permită pătrunderea și evacuarea zincului în zonele delicate, precum colțuri și muchii.
Dacă nu este respectată această condiție, în momentul scoaterii piesei din baia de zinc, zincul se va acumula în aceste zone, sau aerul prins va provoca defecte ale stratului de zinc, după cum se poate observa în Figura 4.
Fig. 4 Exemplu de defecte ale stratului de zinc datorate evacuării necorespunzătoare a surplusului de metal lichid
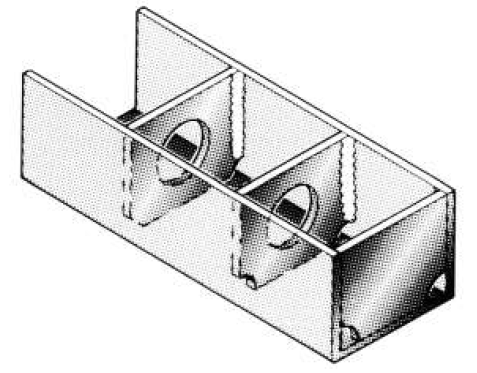
Orificiile de aerisire și de evacuare trebuie poziționate pe cât posibil pe perechi, de exemplu ca în Figura 5. La fel trebuie executate și orificiile de aerisire în cazul plăcilor de rigidizare și al suprapunerilor. În general, orificiile de evacuare a lichidelor folosite la tratamente anterioare sau a zincului topit, au un diametru mai mare de 10 mm. Ca regulă de bază, diametrul acestora este în jur de 14 mm în cazul profilelor standard, dar acest aspect poate fi modificat în funcție de dimensiunea piesei și numărul orificiilor.
Fig. 5 Orificiile de evacuare în colțuri sunt necesare pentru pătrunderea corespunzătoare a zincului 6. Asamblarea Asamblarea mecanică a pieselor din oțel profilat (șuruburi, bolțuri, știfturi etc.) se poate efectua în atelier sau direct pe șantier. Acest tip de asamblare este preferată sudurii pieselor, deoarece atunci piesele sunt demontabile, și deci mult mai ușor manevrabile.
Utilizarea metodei mecanice de asamblare prezintă avantajul că toate suprafețele pieselor zincate individual sunt protejate în totalitate. Elementele de asamblare trebuie de asemenea zincate.
7. Recondiționarea zonelor deteriorate Dacă piesele sunt sudate după zincarea termică, zincul trebuie îndepărtat din zona ce va fi sudată, pe o rază de cel puțin 10 mm fa de cusături. După sudare, trebuie refăcut stratul de protecție anticorozivă în acea zonă.
Stratul de zinc poate fi deteriorat și datorită manevrării în timpul transportului sau în timpul asamblării. Zonele deteriorate trebuie de asemenea recondiționate, recomandându-se respectarea instrucțiunilor din SR EN ISO 1461:2009. Recondiționarea se poate efectua atât utilizând semifabricate din aliaje de zinc cu punct de topire scăzut, cât și cu minimum două straturi de vopsea de calitate, cu conținut ridicat de zinc. Trebuie aplicat un strat de zinc cu cel puțin aceeași grosime ca stratul inițial, în oricare variantă de recondiționare.
| |